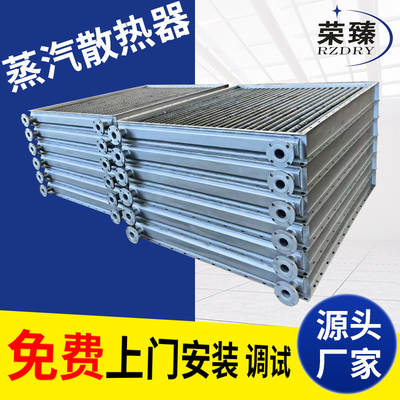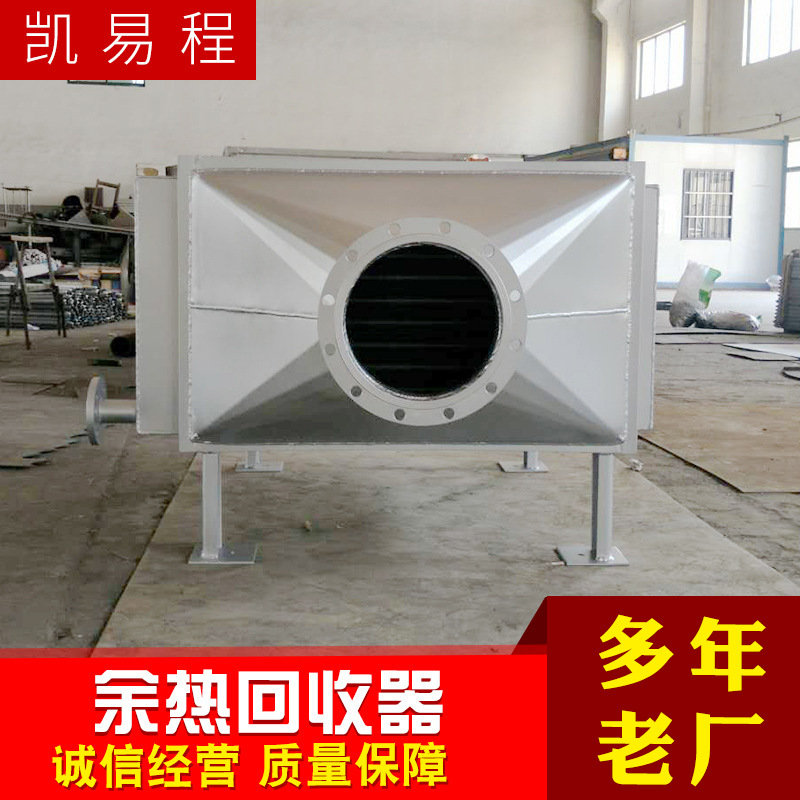
Maximize your energy efficiency with the Factory waste heat recovery device. This advanced heat exchanger is designed to recover waste heat from flue gas, providing a cost-effective solution for energy recovery. Its complete specifications ensure compatibility with a wide range of industrial applications.
The Factory waste heat recovery device is built for performance and efficiency. Its heat recovery boiler and economizer design ensure maximum energy savings, making it an essential component for any industrial operation. Upgrade your energy recovery system today and reduce your operational costs.
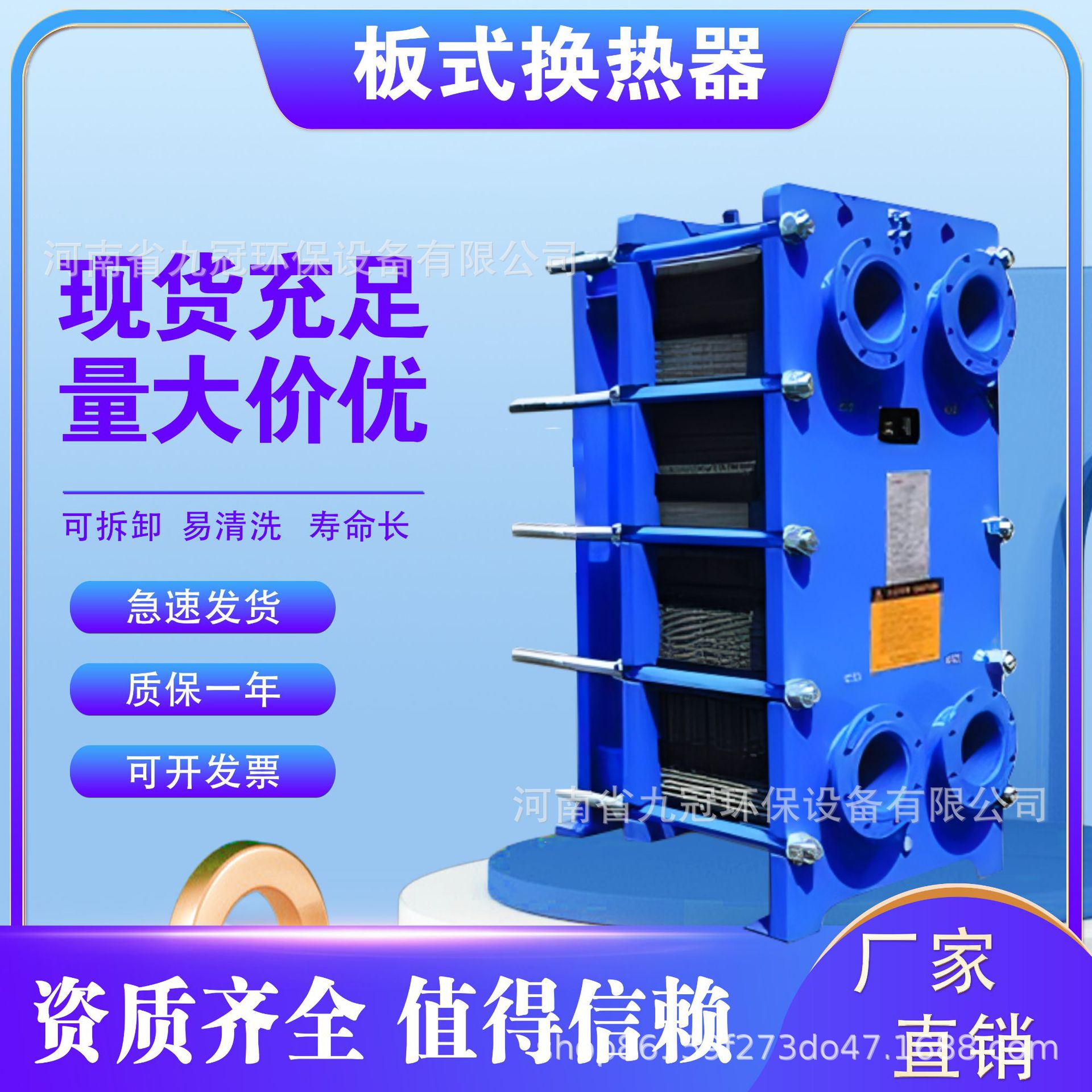
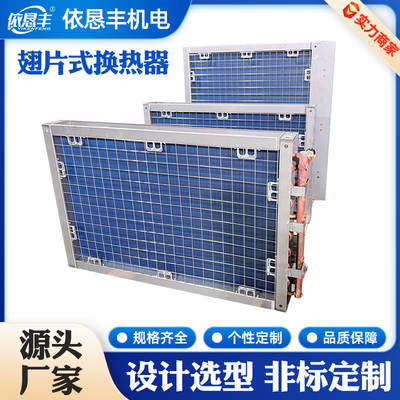
Optimize your heating and cooling systems with our in-stock stainless steel oil-water heat exchanger. This heating unit, featuring a plate heat exchanger, offers exceptional oil cooling capabilities.
Ideal for various industrial applications, this heat exchanger ensures efficient and consistent performance. Upgrade your systems with our reliable and effective heat exchange solutions.

Maximize your chemical industry's efficiency with our Condensation vacuum recovery system. Featuring a titanium heat exchanger and oil cooler, this system ensures effective heat transfer and recovery.
Perfect for circulation and condensation, this heat exchanger offers superior durability and performance. Invest in our cutting-edge technology for sustainable and efficient chemical processing.

Revolutionize your hydraulic station cooling with our 1012T air-cooled oil cooler. Perfect for oil press trucks, cranes, and air compressors, this cooler provides efficient heat dissipation.
Designed for heavy-duty applications, our air cooler ensures optimal performance in high-temperature environments. Keep your equipment running smoothly with our reliable cooling solutions.